BMW's Debrecen iFactory
iFactory flourishes at BMW Debrecen

BMW’s Debrecen plant combines fossil-free energy, onsite battery assembly, and digital twins to produce the New Class. Designed as a scalable iFactory blueprint, it aligns product, factory, and process for an electric future.
Initially, it is just cycles and routes: the cockpit pre-assembly is located a few meters from the main line, the supply is carried out via parallel finger and comb structures directly to the line, and up to 80 percent of the parts reach the installation site without detours. "Our highly efficient"The ergonomic assembly line started up right away without any problems ," emphasises Hans-Peter Kemser, plant manager at BMW in Debrecen. This was made possible by virtual planning in advance and the close collaboration between the local team and the global production network.
These details create what BMW CEO Oliver Zipse described at the world premiere in early September as "the perfect BMW moment ," the rare simultaneity of product (Neue Klasse), factory (Debrecen plant), and production approach (iFACTORY). Debrecen—a 400-hectare full-scale plant with press shop, body shop, paint shop, and assembly—makes this simultaneity visible in processes, energy cycles, and data consistency.
Battery assembly: directly at the factory, parallel to vehicle start-up

A key piece of the puzzle is located directly adjacent to vehicle production: Debrecen assembles the sixth-generation high-voltage batteries on-site – concurrently with the series launch of the New Class.
The short distances between the battery and vehicle lines reduce the CO2 footprint, shorten logistics times, and accelerate quality feedback. Battery assembly is designed as a large-scale hall complex (approximately 140,000 square meters) and supports the "local-for-local" network strategy for the new sixth-generation round cell (Gen6).
Strategically advantageous: A partner's cell production facility is being built in parallel in the immediate vicinity, opening up additional logistics and inventory advantages for the regional cluster in the medium term.
What does sustainability mean at Debrecen?

Debrecen is the BMW Group's first automotive plant designed to operate without fossil fuels during normal operation. CO2 emissions per vehicle produced are targeted at zero. A significant portion of the electricity is generated directly on-site by photovoltaics, covering up to 25 percent of energy needs during peak periods; the remainder comes from regional renewable sources; geothermal energy and wind power are still being explored.
Power-to-heat replaces gas-fired burners for energy-intensive processes, and a plant-wide heat grid collects waste heat and feeds it back into the process or building heat. The paint shop is leading the way, becoming the first technology to fully implement the transition. Smart energy monitoring and consistent recycling of metal scrap and chips close the resource cycles—the foundation for the factory's suitability as a scalable blueprint.
Digital twin and operation in the data network

Debrecen is the first BMW plant to be fully planned virtually. The basis is a digital twin that combines layouts, robot positions, and material flows – developed using Nvidia's Omniverse , among others , and further developed internally into the Virtual Factory . Collision checks, cycle time, and ergonomic analyses are performed digitally, accelerating real-world conversions.
In operations, BMW is shifting quality to where it matters: inline quality with cameras, sensors, and AI, complemented by predictive maintenance.
Autonomous transport systems and 5G-based localisation feed a consistent database across the process chains—not "digital at any price," as Kemser emphasises, but rather as robust data consistency for faster ramp-ups and repeatable results.
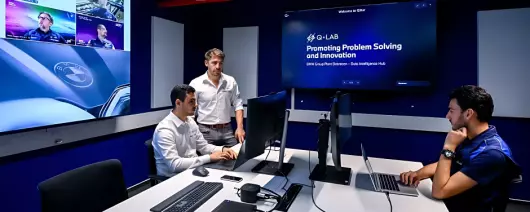
Control center of the fully digital assembly: On the dashboard wall, the team manages material flow, AGV fleet, and just-in-sequence cycles – with a digital system layout, Andon warning signal, and seamless real-time traceability. This allows for early detection of deviations. (Image: BMW Group)
More Smart Factory Content
-

Inside BMW’s smart logistics strategy at Debrecen
-
JLR begins phased restart after six-week cyber siege
-
The flexible assembly line: How vehicle production learned to hedge its bets
-

Smart energy and data solutions power shift to green auto manufacturing
-

Human-centric digitalisation: Empowering the shopfloor with smarter tools
-

Lear’s “lights-out” vehicle production launches in Michigan
-

Digital shopfloors: PdM powers manufacturing uptime
-

The human cost of JLR's shutdown
-
iFactory flourishes at BMW Debrecen
-

BMW’s Debrecen plant showcases iFactory concept in action
-

The new battleground of human capital: An interview with Julien Matalou, ManpowerGroup VP
-

SEAT automates bolt checks with 3D sensors at Martorell
-

Shopfloor tools: Human-centric digitalisation in production
-

Volkswagen accelerates AI-powered production with 5-year AWS extension
-

A new generation of automation at Mercedes-Benz’s Düsseldorf plant
-

Boosting automotive production efficiency with AI-powered predictive maintenance
Role in the network – and consequences for suppliers
Debrecen is set up as a pilot plant for the iFactory. The concepts established there—digital ramp-ups, modular assembly, Kamm logistics, fossil-free energy, and on-site battery assembly—will be mirrored in the network. The next stop is Munich , where the New Class sedan is scheduled to begin production in 2026. For the supply chain, this means greater JIS precision, integration with BMW data standards, and greater decarbonisation pressure on upstream processes.

For a factory that will go into production at the end of 2025 (first model: iX3; planned capacity at peak times of approximately 150,000 vehicles per year), the scale is ambitious. What matters is not the individual technologies, but their interplay: fossil-free energy supply,Products streamlined on the assembly side, a digital twin—and on-site battery assembly as a key to cycle and quality. In Kemser's words: "The heartbeat of the plant begins with assembly—and it remains reliable." Debrecen demonstrates how automotive production is being redesigned for an electric, data-driven generation—not as a prestige measure, but as a repeatable configuration.



